Naše rady
V této sekci se dozvíte užitečné rady, které Vám prodlouží životnost výrobků, zkvalitní práci s nimi, sníží riziko pracovního úrazu, nebo i odstraní problémy s jejich používáním.
Typ zrna
96A hnědý korund /šedý/
98A světle růžový korund
99A bílý korund barvený červeně
99BA bílý korund
48C černý karbid křemíku
49C zelený karbid křemíku
Tvrdost
E, F, G velmi měkká
H, I, J, K měkká
L, M, N, O střední
P, Q, R, S tvrdá
T, U, V, W, X, Z velmi tvrdá
Některé zásady při broušení
Pro používání brousících kotoučů platí některé všeobecné zásady, z nichž vyjímáme:
- pro větší úběr materiálu se volí hrubší zrnitost
- pro tvrdší obrušovaný materiál se volí měkčí kotouč
- pro broušení materiálů se sklonem k mazlavosti (měď, mosaz, hliník a podobně) se volí brousící kotouč s hrubou zrnitostí
- čím větší je styčná plocha (styčný oblouk násobený šířkou kotouče) mezi brousícím kotoučem a obrobkem, tím hrubší se volí zrnitost a nižší tvrdost brousícího kotouče
- pro materiály citlivé na teplotní změny se volí měkčí brousící kotouč
- pro broušení přerušovaných ploch se volí kotouč tvrdší
- při broušení obrobku čelem se obvykle volí kotouč měkčí než pro broušení obvodem kotouče
Orovnávání brousících kotoučů
Brousící zrna v kotouči mohou dobře ubírat jen tenkrát, jsou-li ostrá a mají-li nezbytnou mezeru pro třísky. Během broušení se zrna otupí, mezery se zanesou, kotouč se uhladí a někdy se též deformuje jeho povrch. Kotouč pak pálí a nemá možnost řezat.
Orovnáním se zanesený, zalepený a otupený kotouč zdrsní, otevře a poopraví tvar, případně se upraví nový profil.
Pro orovnávání, ostření a profilování brousících kotoučů se používá v zásadě tří druhů nástrojů:
Mechanické orovnávače
- Profilovací ocelová a litinová kolečka, ocelové zvonečky
- Zamačkávací kotouče a kladky
Keramické orovnávače
- Orovnávací kotouče pro přístroje Perplex a Diabolo
- Pilníky, kameny orovnávací nástroje v trubce
- Orovnávací kotouče ze slinutého karbidu
Diamanty
Ocelová kolečka slouží ke zdrsňování brousících kotoučů ve středním a jemném zrnění, litinová kolečka pro kotouče hrubovací. Kolečka bývají vlnitá nebo hvězdičkovitá. Někdy se z nich vytvářejí orovnávací garnitury tím, že se kolečka skládají s mezivložkami do sad.
Ke zdrsňování, orovnávání a někdy i k profilování se používají orovnávací kotouče pro přístroje Perplex a Diabolo. Tyto kotouče jsou uloženy ve vhodně konstruovaném držáku. Orovnávací kotouče se nastavují k brousícímu kotouči pod úhlem 3-5°.
Orovnávače s kónickým kotoučem hrncovitým se výhodně používají pro orovnávání nástrojových kotoučů a kotoučů jemných.
Pro profilování a ostření malých kotoučů se používá obrácených kamenů a orovnávačů v trubce.
Deset nejdůležitějších rad pro brusiče
- Pracovní obvodová rychlost nesmí překročit dovolené hodnoty. U stojanových brusek při nestejně velkých kotoučích se počet otáček řídí podle kotouče většího průměru.
- K upínání brousících kotoučů používat jen předepsaných přírub a podložek. Obě příruby musí mít stejný průměr.
- Před upnutím se musí kotouč pečlivě prohlédnout, zda nemá trhlinky. Jasný zvuk při lehkém poklepu je důkazem, že kotouč nebyl dopravou poškozen. Hodí se zvláště pro keramické kotouče.
- Brousící kotouč musí jít nasunout volně na hřídel, bez násilí.
- Šrouby nebo matice upínacích přírub přitahovat rovnoměrně bez násilí.
- Brousící stroje musí být opatřeny ochranným krytem. Stojanové brusky též stavitelnou podpěrou.
- Vůle mezi podpěrkou a brousícím kotoučem musí se rovnat nejvíce polovině šířky brousícího kotouče, nejvýše však 3 mm.
- Před broušením je nutné nově upnutý kotouč vyzkoušet při chodu naprázdno při pracovních otáčkách nejméně 5 min., při uzavřeném ochranném krytu a při uzavřeném prostoru. Při této zkoušce musí stát brusič mimo rovinu kotouče.
- Brousící kotouč je dovoleno orovnávat jen zvlášť k tomu určeným orovnávacím nástrojem.
- Při broušení i orovnávání brousících kotoučů je nutné používat ochranných brýlí.
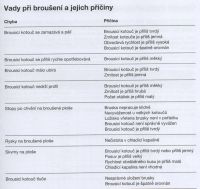
Vady při broušení a jejich příčiny
Chyba |
Příčina |
|
Brousící kotouč se zamazává a pálí |
Brousící kotouč je příliš tvrdý |
|
Brousící kotouč se příliš rychle opotřebovává |
Brousící kotouč je příliš měkký |
|
Brousící kotouč málo ubírá |
Brousící kotouč je příliš tvrdý |
|
Brousící kotouč neudrží profil |
Brousící kotouč je příliš měkký |
|
Stopy po chvění na obroušené ploše |
Bruska nepracuje klidně |
|
Rysky na obroušené ploše |
nečistota v chladící kapalině |
|
Skvrny na ploše |
Brousící kotouč je příliš tvrdý nebo příliš jemný |
|
Brousící kotouč tluče |
Nesprávné uložení brusky |
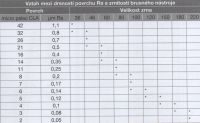
Tabulky